



Површина Технологија
Хладно ваљане галванизовани вратила рукав и Бусх
Хладно ваљане галванизовани вратила рукав и Бусх
Рукав и чаура, су кључни делови за хладне котрљања топло цинковање линије, су инсталирани на главама и рукама лавабо ваљка и стабилизацију ваљка и некада служио као погонских лежајева ових ролни. Морају толерисати изазов са високом температуром, корозије растопљени цинк и абразије. Из тог разлога, традиционални производи имају недостатке кратког века трајања, лошег стабилности и високе свеобухватног трошкова. Са напредним материјалима и специјалним поступком, смо развили рукав и чаура серије са широким опсегом предности попут отпора висока температура, отпорност против абразије и стабилног рада. Они могу ефикасно помоћи корисницима да побољшају квалитет производа и смањити трошкове свеобухватну, чиме се задовољава захтеве купаца за различите производне линије.

|
Списак серија производа површинских рукав и Бусх оф Таиер |
||||
|
производ Број |
тврдоћа меч рукав-чаура |
karakteristike |
Циљно тржиште |
Карактеристика производа |
|
ТАИЕР01 |
ХРЦ60- керамика |
Вратило рукав: ★★★★★ Втулка: ★★★★★ |
Премиум аутомобил Панел, кућа апарата плате линија | Добра стабилност, Дуг радни век, високе перформансе цена, водећа међународна |
|
ТАИЕР02 |
ХРЦ60-ХРЦ45 |
Вратило рукав: ★★★ Втулка: ★★★★ |
Средње до високе класе аутомобила панела, кућних апарата плоче линија | Добра стабилност, високе перформансе цена, Домаће водећа |
|
ТАИЕР03 |
ХРЦ45- керамика |
Вратило рукав: ★★★★★ Втулка: ★★★ |
Средње до високе класе аутомобила панела, кућних апарата плоче линија | Добра стабилност, високе перформансе цена, Замените увезена |
|
ТАИЕР04 |
ХРЦ40-ХРЦ45 |
Вратило рукав: ★★★ Втулка: ★★★ |
заједнички аутомобил Панел, кућа апарата плате линија | Средње цене и изузетан учинак |
|
ТАИЕР05 |
ХРЦ30-ХРЦ35 |
Вратило рукав: ★ Втулка: ★ |
Грађевина плате линија (напетост цинк пот <500 Кг) | Ниска цена |

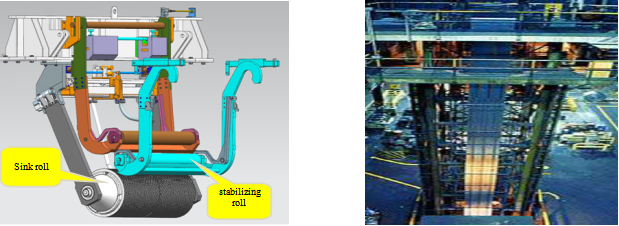
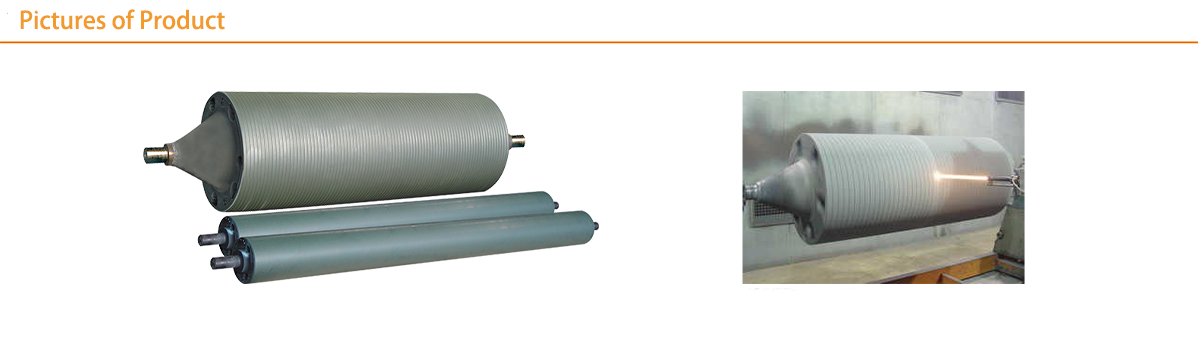
Синк ролл и стабилизацију ролл серија
Синк ролл и стабилизацију ролл серија
Цинк лонац је кључна опрема континуираног топло цинковање јединице хладно ваљање, међу њима су "три ролне" (судопера ролл, стабилизацију ролл и водич ролл) су основне компоненте у цинк пот. "Три ролне" уроњени у истопљени цинк решење за дуго и различити облици цинка шљака попут Зн-Фе, Фе-Ал и Фе-Зн-Ал неминовно присутни у цинка течности, дакле, површина kvalitet "три ролнама" директно ће утицати на квалитет и принос траке челика, што је посебно тачно у производњи врхунског аутомобила спољашњег лима. Судопера ролл и стабилизацију Д произведен од Анхуи, Таиер Сурфаце Енгинееринг Тецхнологи Цо., Лтд одликује високим трошковима, дугачак радни век, итд површине керамичких премаза судопере ролне, стабилизацију ваљка и водич ролл направљен са међународно Адванцед Хигх -велоцити кисеоник фуел (ХВОФ) технологија се карактеришу са високом отпорношћу на хабање и снажног отпора, цинк течне корозију; анти-адхезија перформансе ролл површина се повећава кроз третман специјално развијене површине заптивања технику; у међувремену, са оптимизованим дизајном и израду овог хладњака ролне површинског жљебом и контролу стабилизирајућег ролл површинске микроструктуре, перформансе шљака пражњење и отпорност на вискозне шљаку су знатно побољшани. Са унапређењу корисника производа и стално побољшање услова квалитета траке, стручњаци са богатим искуством Анхуи, Таиер Сурфаце Енгинееринг Тецхнологи Цо., Лтд ће вам обезбедити персонализовану услугу и системских рјешења у свим аспектима и стварање вриједности за ваш успех заснива о условима сета купаца.
| Сервис услов: |
Зн-Ал ликуид / 460 ± 5 ℃, брзина ≤200м / мин |
Премаз процес: |
ХВОФ / сеалед |
| Неуспех режим: | Корозија, носе, пилинг |
Материјал за облагање: |
металик керамика |
| Перформансе потребне: | Отпорност на растопљени корозију цинка раствора, отпорност на хабање, хигх снагу везивања | Радни век индикатор: |
Живот премаза: 40-60 дана |
{kind=link}
Пећ Ролл, серија
Пећ Ролл, серија
Пећ ролл је кључна компонента у хладног ваљања континуираном жарења јединици и континуираног топло цинковање јединица жарења пећи. Због дуготрајног службе у високој температури, поред тога што има одличне отпоран перформансе топлоте, укључујући високе чврстоће, јаком отпорношћу на високе температуре оксидације корозије, добру отпорност на хабање и са одличном отпорношћу термички шок, пећ ролл површина премаз мора бити одличну способност да се одупрете картон burl (картон Берл Фе за обичног челика и акумулиране Берл Мн за челика високе чврстоће) како би се осигурало квалитет траке челика, дугорочни задржавања храпавост перформанси и успостављање напетости у пећи. Анхуи, Таиер површина инжењерство Тецхнологи Цо, Лтд усваја међународне напредне континуираног технологију прскање укључујући ХВОФ и плазма лука, високе температуре суперлегуре + керамичким премазом произведене има предности дугог века трајања и високих перформанси трошкова и напредне опреме после третмана и технологија може да се користи за производњу пећи ролне различитих типова ваљака и различитих грубости.

| Сервис услов: |
Температуре ≤1,100 ℃, Н 2 + Х 2 |
Премаз процес: |
АПС, ХВОФ / сеалед |
|
Облик старења: |
Скеле, хабање, пукотина и корозије |
Материјал за облагање: |
НиЦр-ЦрЦ, МЦрАлИ + Ал 2О 3, МЦрАлИ + ЗРБ 2 |
|
услов некретнине: |
Отпоран на високе температуре тумора, абразију и топлотни удар |
Сервис Живот индикатор: |
≥3 година |

Процес Ролл, серија
Процес Ролл, серија
Процес ролна се широко користи у свим хладно ваљање јединице и генерално раде у атмосфери окружењу, углавном укључујући: окретање ролл, корекцију ролл, напетости ролл, напетост метара ролл, петља назад ролл, итд, а то се углавном користи за пренос, корекција и напетост прилагођавање траке, стога, потребно је да се површина ролл имају добру отпорност на хабање и напетости задржавања перформансе, итд површине ролл је у директном контакту са траком, стога особине површине превлака ће директно утицати на квалитет траке. Да би се задовољиле потребе процеса ваљања површине различитих јединица хладно ваљање и различитим локацијама, Анхуи, Таиер Сурфаце инжењерство Тецхнологи Цо, Лтд доноси напредне ХВОФ и пост-третман технологију премаза за добијање карактеристике од огледала површине на процес ролл површина висока храпавост. Напредна технологија омогућава да се ваљак има одличну отпорност на хабање и рапавости задржавање перформанси, и правилно решава проблем лепљење страних материја на површини ролне, чиме се испуњава потреба корисника за високе перформансе трошкова, дуги век трајања, висока ефикасност и висок квалитет процес ролна.

| Сервис услов: |
Атмоспхере / константна температура / ХСС топло цинковање лине |
Премаз процес: |
ХВОФ, преклапање + ХВОФ / каљење + ХВОФ |
| Неуспех режим: | Веар, пилинг, страно тело пријања |
Материјал за облагање: |
Металик керамика / легура Стеел + металик керамика |
| Перформансе потребне: | Отпорност на хабање, високе чврстоће лепљења, отпорност на дробљење страних тела |
Лифе индикатор: |
Побољшана за више од 3 пута у поређењу са Гр поцинкованог ролне |

Сиде Водич од топлог ваљања производној линији
Сиде Водич од топлог ваљања производној линији
Вођице се назива водич, што је важан део топлог ваљања производној линији и користи да обезбеди стабилност и усмерења на топло ваљане траке приликом путовања (поготово пре цоилинг), генерално, постоји група или мани групе водилица. Током рада топлог ваљања јединице, на високим температурама и велике брзине топло ваљани контакти листова и трља са вођице, што за последицу има озбиљне хабање контакт дела и изазвати такве проблеме квалитета као неравнина и огреботине на рубу на топло ваљани лим. Губитак хабање вођице од конвенционалних угљен челика је 10-15мм дан, што доводи до замене и поправке вођице јединице топлог ваљања сваки дан.
Аморфни композитна керамички премаз произведен од стране наше компаније са напредном плазма облагање технологије има одличну нормалне температуре тврдоћу и високу температуру тврдоћу међувремену, уз оптимизовану хемијског састава материјала, коефицијент трења ефективно смањује и власништво материјала истрошености отпор је знатно побољшан. Производ се одликује домаће водећа међународна-напредне технологије, и вођица произведен има век трајања до 5-7 дана.

Одлична цена перформансе
- Смањите оптерећења на месту производње
Замена врши једном дневно побољшана до једном сваких 5-7 дана, оптерећење за замену особља за одржавање се смањује и поправка заваривање елиминисана; сајт је објављен и износ резервних делова за вођице је смањена.
- Смањује хабање и побољшање квалитета производа
Дубина жлеба дуготрајни вођице опада након гажења, смањујући оштећења на ваљање траке топле и побољшања квалитета вруће ваљање траке продуцт.Тхе ношење дубину угљеника челика вођице је више од 5 мм дневно, и може чак и до 10-15 мм.Тхе укупно носећи дубину водилица усвојених са новом технологијом може да се сведе на 1 мм дневно.
- Побољшање излаз топлог ваљања производне линије
Смањење замјене фреквенције је користан повећању производње на терену. Ако радни век вођице се повећава од 1 дан до 5 дана, време производња топлог ваљања производној линији може бити повећан за 8 сати сваког месеца. Узимајући 1780 топло ваљање производну линију као пример, најмање 1.000 тона топло ваљане листова може бити повећан годишње.
Р Смањити оптерећење на производном погону
Ламинарни Цоолинг ролл
Ламинарни Цоолинг ролл
Ламинарни ролна за хлађење је инсталиран између завршни млин и рецоилер који се користи у вруће траке ваљаонице. Температура траке тесно контролисан воденим хлађењем да обезбеди нормално функционисање цоилинг. Ламинарном ролна хлађење је углавном подељен на унутрашње списак за хлађење и спољашње хлађење ваљка. Када топло ваљање у раду, трење између топлог траке ваљања при високим температурама и брзине и ролни, као и хлађење ваљака површини подвргава поновног ерозије и хлађење циркулише воде. Главне врсте квара на конвенционалне ламинарној хлађења списка су на хабање ролл површине, корозије, ролна површине пилинг, а ваљак погоном проблема са ланцима.
Високих перформанси ламинарној хлађење Д развијен од стране наше компаније доноси напредне ласерске технологије облагање. Подлога Д има одличну отпорност на хабање и отпорност на корозију. Тврдог слој и ролна тело су металуршке спајање са високом снагом лепљења. У исто време, оптимизацију и унапређење материјала и структуру и снагу ролне за хлађење је добро побољшана, феномен уласка воде и ометања лежишта ефикасно спречен, а век трајања и репродукцију времена су такође побољшани. Технологија производ достигне водећу позицију у земљи и иностранству. Век трајања ламинарном хлађење ролне површине је два пута већа од процеса заваривања ролне усвајања спреј.

Одлична цена учинак:
Одлична побољшан учинак слој
Коришћењем технологије ласерског облагање одликује брзим термичким и брзог хлађења, радни поступак предгревање и жарења су елиминисани. Температура подлоге спушта да смањи топлота утиче на радном комаду. Превлаке слој и супстрата су веома металуршки везивање. Превлаке слој се фино организован без финих пора, и има одличну отпорност на хабање и отпорност на корозију.
Стабилност и поузданост
Је ролна тело и глава вретена израђени су од вишег материјала снаге. Сцрев цуттинг, пескарење а претапање нису потребне у процесу превлаке, што значајно побољшава интензитет употребе припреме. ролне за хлађење. Кроз оптимизацију и побољшање лежај печата структуре, феномени који носи продора воде и ометања ефикасно спречити.
Квалитет траке челика је побољшана и загађење животне средине своди
Радни век самог ваљка је продужен због одличне отпорности на хабање и отпорност на корозију, који боље побољшао квалитет површине траке челичних производа. Производни процес нашег предузећа високих перформанси ламинарној хлађење ваљка има ниску потрошњу енергије и испуњава захтеве зеленог производњу без загађења животне средине.
Кристализатор за континуално ливење
Кристализатор за континуално ливење
Кристализатор у континуирано ливење јединице дна челична шипка калуп принудног хлађења воде, која се обично назива "срце" континуирано ливење опреме и углавном се користи да би растопљеног челика постепено учврстило у плоче љуске потребне величине и облика и обезбеди униформна, стабилан и континуиран генерацију плоче гранате. Кристализатор бакра плоча је кључна компонента у овом "срце", површина бакра плоче је у директном контакту са растопљеног челика, а трење са површином бакра плоче се интензивира након растопљени челик учврстила у плоче љуске, плус корозије заштитним шљаке, дакле, бакарна плоча површине имају добру отпорност на термички распад, хабања и корозије. Кристализатор бакра плоча произведен од Анхуи Таиер Сурфаце Енгинееринг Тецхнологи Цо., Лтд је премаз отпоран на високе температуре, хабања и корозије која је направљена са узнапредовалим ХВОФ, а њене главне компоненте су легуре високе температуре или легуре високе температуре + керамика и остало материјали. Одлична својства материјала за облагање обезбеди да бакар плоча може радити великом брзином цртање и укупне количине челика користи одједном је значајно побољшана, смањује укупни трошак за рад корисничком опреме и повећање јединице излаза.


| Сервис услов: | Температура контактне површине са течног челика ≤500 ℃ | Премаз процес: | ХВОФ / претапање |
| Неуспех режим: | Носите, крек, корозија | Материјал за облагање: | легура отпорна на хабање |
| Перформансе потребне: | Отпорност на хабање, отпорност на корозију, добра топлотна проводљивост | Лифе индикатор: | Побољшати 4-6 пута у поређењу са електро-поцинкованог Ни |
